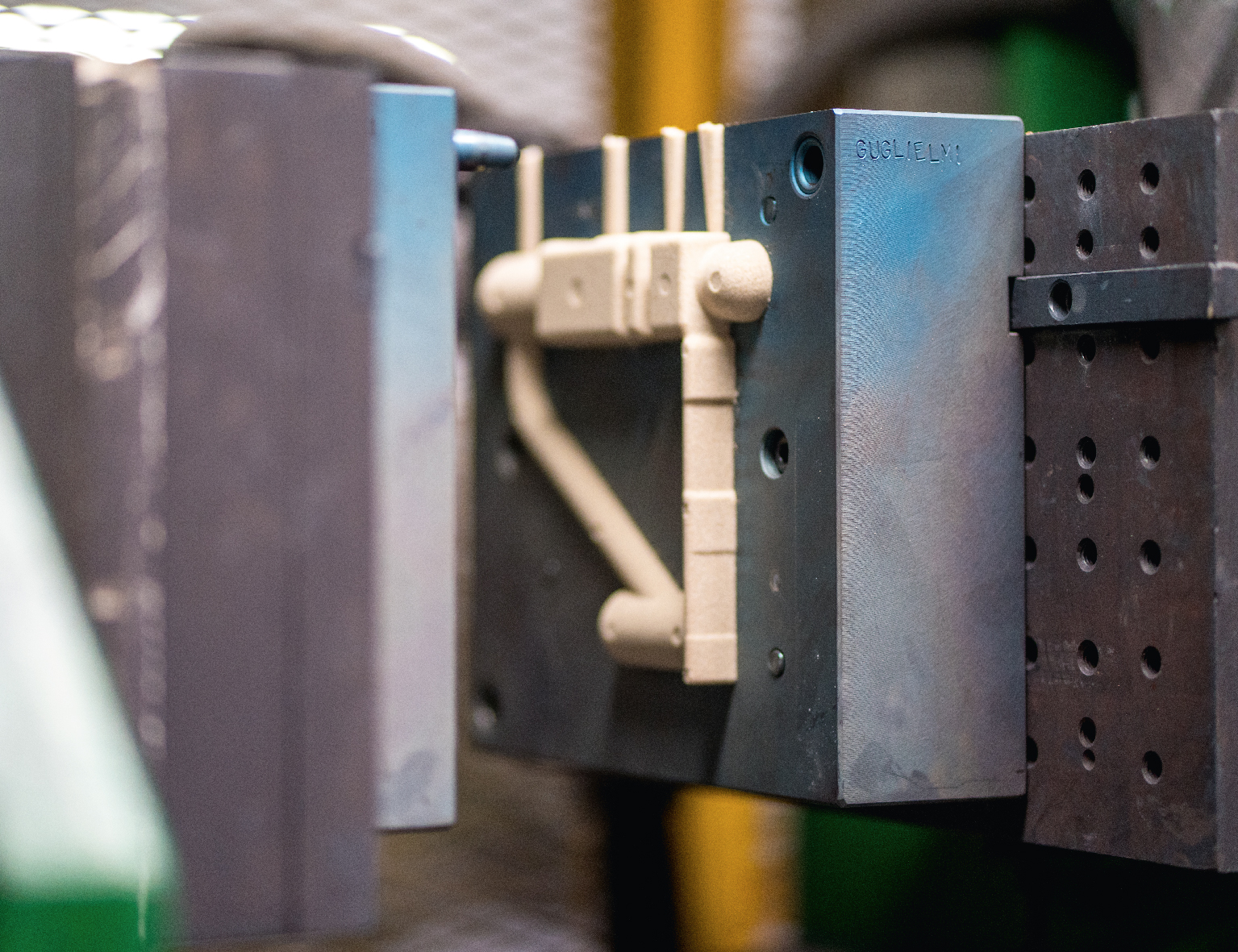
In dieser Phase werden die Aktivitäten ausgeführt, die es uns ermöglichen, die Rohkörper unserer Wasserhähne zu erhalten. Der Prozess handelt sich um die Schaffung von sogenannten Kernen, die verwendet werden, um die Löcher im Gussteil zu erhalten, das heißt die Teile, die nicht mit flüssigem Metall (Messingguss) gefüllt müssen werden. Die Seelen bestehen aus Erde oder Sand, die mit Agglomeraten vermischt sind gebildet mit einer negativen Form, die Seelenkiste genannt wird.
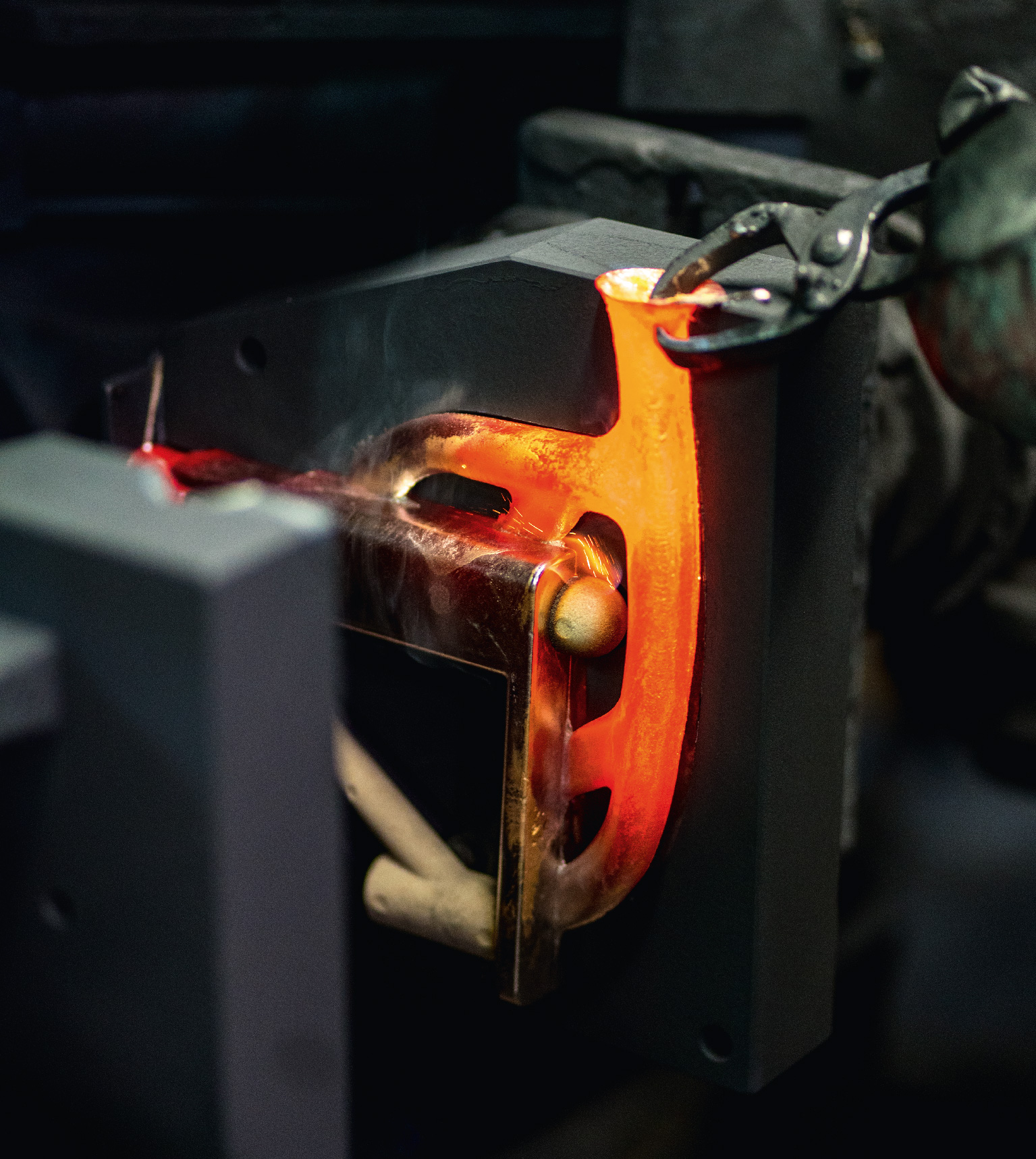
Die Schalen sind die Form, in die das Metall (Messingguss) gegossen wird. Die Seele befindet sich in der Schale, so kommen Sie zum Gießprozess.