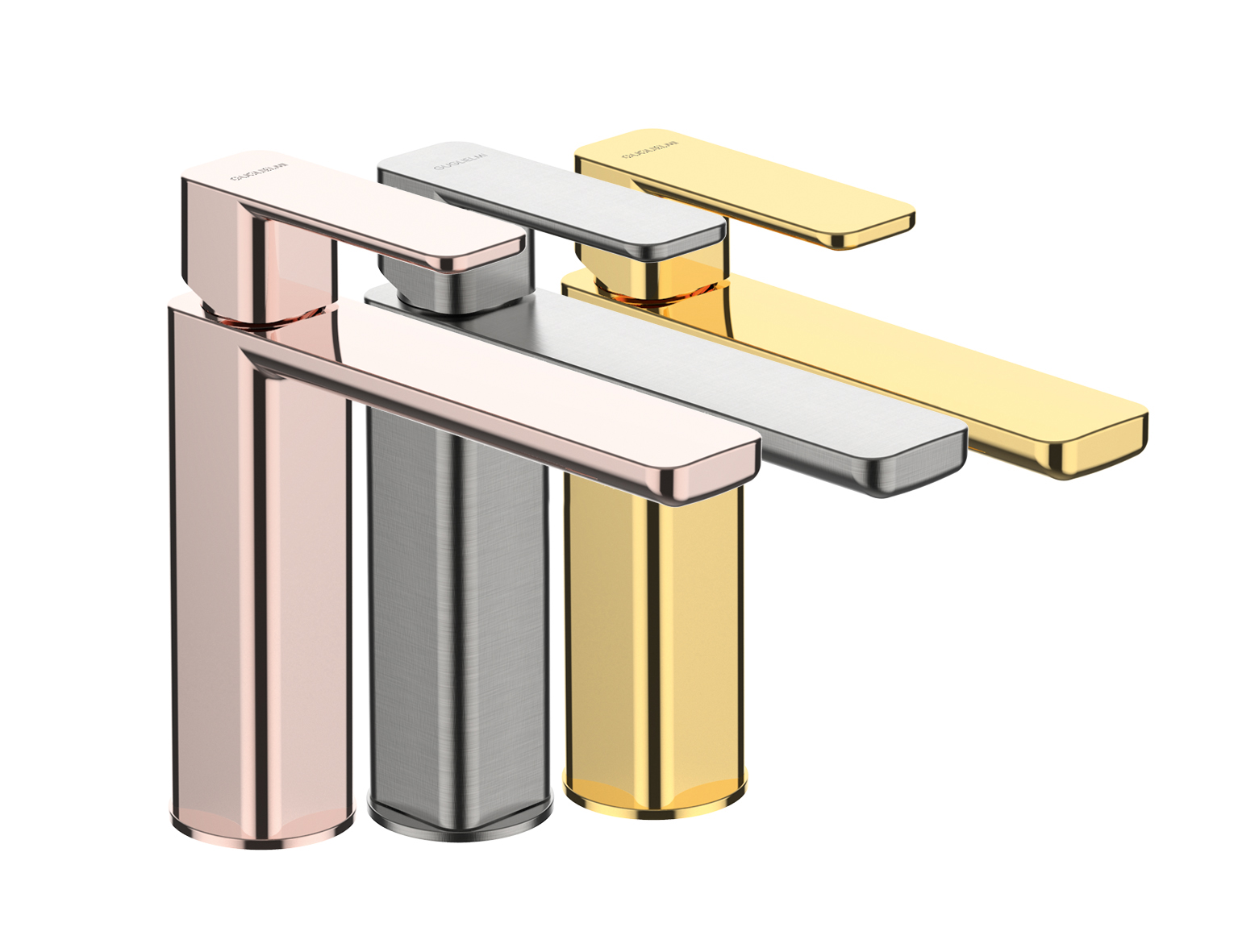
Il s’agit d’un revêtement en chrome sur un produit brillant par la technique galvanique. Nos robinets sont prêts à obtenir la finition de valeur qui Vous plait le plus (chrome, acier inox satiné, cuivré, chrome/nickel brossé, bronze, or rose satiné, or, or brossé, nickel noir, nickel noir brossé).